
当前位置:广州晨雕机械设备有限公司>>压片机系列>>全自动压片机>> ZP-5/7/9B压片机价格找晨雕机械





| 产地 | 国产 | 产品大小 | 小型 |
|---|---|---|---|
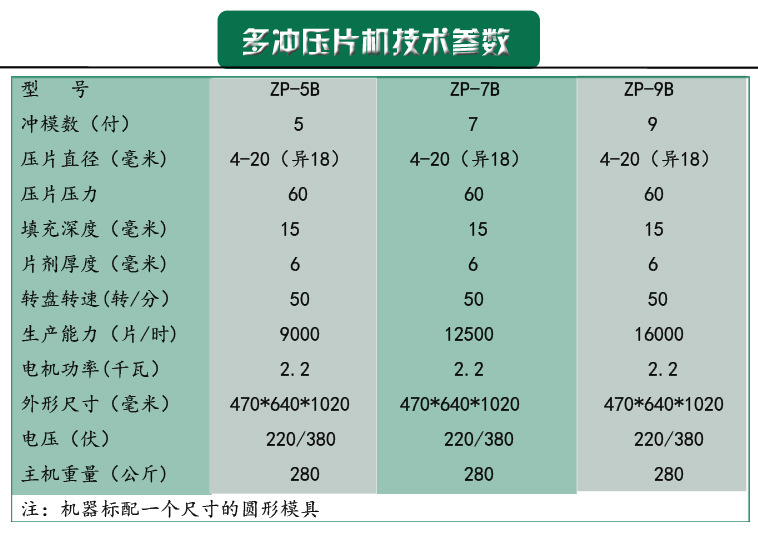
| 产品新旧 | 全新 | 冲模数 | 5/7/9冲 |
| 结构类型 | 立式 | 类型 | 旋转式压片机 |
| 生产能力 | 9000~16000片/小时 | 形状 | 其他 |
| 压片压力 | 60KN | 转盘转速 | 50转/分钟 |
| 自动化程度 | 全自动 | 最大充填深度 | 15mm |
| 最大片剂厚度 | 6mm | 最大压片直径 | 20mm |
压片机价格找晨雕机械
 产品介绍:
产品介绍:
本机是一种单压式自动旋转,连续压片的机器,将颗料状原料压制成各种片剂。它主要用于制药业的片剂生产,同时适用于化工、食品、电子等工业部门。外围罩壳为全封闭形式,材料采用不锈钢,内部台面用不锈钢材料,转台表面经过特殊处理,能保持表面光泽与防止交叉污染,符合GMP要求。装有透明玻璃的门窗,能清楚观察压片的状态,并且能全部打开,易于内部清理和保养。所有控制器和操作件均布局合理。采用无级变频调速装置进行电气调速,操作方便,转动平稳,安全准确。所有的传动装置均布置在机器内部,保持机件清洁。本机配有电磁制动电动机和其它安全保护装置,运行时也能调整与操作。
主要用途:
主要用于制药、食品工业的片剂工艺研究。可将各种颗粒状物料压制成圆形、异形和带有文字、符号、图形状物的自动连续生产设备。
产品特 点:
1、压制片状物料为含粉量不超过10%的颗粒。
2、不适用于半固体,潮湿颗粒、低熔点易吸湿原料和无颗粒的粉末压片。
3、压片时转盘速度、物料充填深度,压片厚度均可调节。
4、机上的机械缓冲装置,压力过大会自动停机可避免过载而引起的机件损坏。
5、外围罩壳为全封闭式,材料采用不锈钢,能防止交叉污染符合GMP标准。
6、装有透明玻璃的明窗,能清楚观察压片的状态,并且能全部打开,易于内部清理和保养。
压片机价格找晨雕机械压片机工艺及原理:
冲模是压制药片的压片机模具,上、下冲的工作端面形成片剂的表面形状,中模孔径即为药片 的直径。
冲模是压片机的主要工作元件,通常一副冲模包括上冲、中模、下冲三个零件,上下冲的结构相似,其冲头直径也相等,上、下冲的冲头直径和中模的模孔相配合,可以在中模孔中自由上下滑动,但不会存在可以泄漏药粉的间隙。
按冲模结构形状可划分为圆形、异形(包括多边形及曲线形)。冲头端面的形状有平面形、斜边形、浅凹形、深凹形及综合形等,平面形、斜边形冲头用于压制扁平的圆柱体状片剂,浅凹形用于压制双凸面片剂,深凹形主要压制包衣片剂的芯片,综合形主要用于压制异形片剂。为了便于识别及服用药品,在冲模端面上也可以刻制出药品名称、剂量及纵横的线条等标志。压制不同剂量的片剂,应选择大小适宜的冲模。
压片机的工作过程可以分为如下步骤:
1、下冲的冲头部位(其工作位置朝上)由中模孔下端伸入中模孔中,封住中模孔底;
2、利用加料器向中模孔中填充药物;
3、上冲的冲头部位(其工作位置朝下)自中模孔上端落入中模孔,并下行一定行程,将药粉压制成片;
4、上冲提升出孔。下冲上升将药片顶出中模孔,完成一次压片过程;
5、下冲降到原位,准备下一次填充。
1.剂量的控制
各种片剂有不同的剂量要求,大的剂量调节是通过选择不同冲头直径的冲模来实现的。在选定冲模尺寸之后,微小的剂量调节是通过调节下冲伸入中模孔的深度,从而改变封底后的中模孔的实际长度,达到调节模孔
中药物的填充体积的目的。因此,在压片机上应具有调节下冲在模孔中的原始位置的机构,以满足剂量调节要求。
2.药片厚度及压实程度控制
药物的剂量是根据处方及药典确定的,不可更改。为了贮运、保存和崩解时限要求,压片时对一定剂量的压力也是有要求的,它也将影响药片的实际厚度和外观。压片时的压力调节是*的。这是通过调节上冲在模孔中的下行量来实现的。有的压片机在压片过程中不单有上冲下行动作,同时也可有下冲的上行动作,由上、下冲相对运动共同完成压片过程。但压力调节多是通过调节上冲下行量的机构来实现压力调节与控制的。
⑴安装上冲:旋松下冲固定螺钉、转动手轮使下冲芯杆升到高位置,把下冲杆插入下冲芯杆的孔中(注意使下冲杆的缺口斜面对准下冲紧固螺钉,并要插到底)后旋紧下冲固定螺钉。
⑵安装下冲:旋松上冲紧固螺母,把上冲芯杆插入上冲芯杆的孔,要插到底,用扳手卡住上冲芯杆下部的六方、旋紧上冲紧固螺母。
⑶安装中模:旋松中模固定螺钉,把在模拿平放入中模台板的孔中,同时使下冲进入中模的孔中、按到底然后旋紧中模固定螺钉。放中模时须注意把中模拿平,以免歪斜放入时卡住,损坏孔壁。
⑷用手转动手轮、使上冲缓慢下降进入中模孔中,观察有无碰撞或磨擦现象,若发生碰撞或磨擦,则松开中模台板固定螺钉(两只),调整中模台板固定的位置,使上冲进入中模孔中,再旋紧中模台板固定螺钉,如此调整直到上冲头进入中模时无碰撞或磨擦方为安装合格。
2、出片的调整
转动手轮使下冲升到高位置,观察下冲口面是否与中模平面相齐(或高或低都将影响出片)若不齐则旋松蝶形螺丝,松开齿轮压板转达动上调节齿轮,使下冲口面与中模平面相齐,然后仍将压板按上,旋紧蝶形螺丝。
至此,用手摇动手轮,空车运转十余转,若机器运转正常,则可加料试压,进行下一步调整。
3、充填深度的调整(即药片重量的调整)
旋松蝶形螺丝,松开齿轮压板。转动下调节齿轮向左转使下冲芯杆上升,则充填深度减少(药片重量减轻)。调好后仍将轮齿压板按上,旋紧蝶形螺丝。
4、压力的调整(即药片硬度的调整)
旋松连杆锁紧螺母、转动上冲芯杆,向左转使上冲芯杆向下移动,则压力加大,压出的药片硬度增加;反之,向右转则压力减少,药片硬度降低,调好后用扳手卡住上冲芯杆下部的六方,仍将连杆锁紧螺母锁紧。至此,冲模的调整基本完成,再启动电机试压十余片,检查片重,硬度和表面光洁度等质量如合格,即可投料生产。在生产过程中、仍须随时检查药片质量,及时调整。
5、冲模的拆卸
⑴拆卸上冲:旋松上冲紧固螺母,即可将上冲杆拔出,若配合较紧,可用手钳夹住上冲杆将其拔出,但要注意不可损伤冲头棱刃。
⑵拆卸中模:旋松中模固定螺钉,旋下下冲固定螺宁,旋松蝶形螺丝,松开齿轮压板。转达动调节齿轮使下冲芯杆上升药十毫米,轻轻转动手轮,使下冲芯杆将中模顶出一部份,用手将中模取出,若中模在孔中配合紧密,不可用力转动手轮硬顶,以免损坏机件。这时须拆下中模台板再取出中模。
⑶拆卸下冲:先已旋下下冲固定螺钉,再转动手轮使下冲芯杆升到高位置,即可用手拔出上冲杆。若配合紧密,可用手钳夹出(注意不要损伤冲头棱刃)。
⑷冲模拆卸后尚须转动调节齿轮,使下冲芯杆退下约10毫米,转动手轮使下冲芯杆升到高位置时,其顶端不高于中模台板的底面随可(这一步不要忽略,以免再次使用时发生下冲芯杆与中模顶撞的事故)。后仍将下冲固定螺钉旋上。
时拿牢轴的另一端并扶住偏心轮壳,慢慢将主轴拆下。安装:参考上述相反顺序进行。



请输入账号
请输入密码
请输验证码
以上信息由企业自行提供,信息内容的真实性、准确性和合法性由相关企业负责,制药网对此不承担任何保证责任。
温馨提示:为规避购买风险,建议您在购买产品前务必确认供应商资质及产品质量。















 制药网
制药网